연결하다
연결하다
 연결하다
연결하다












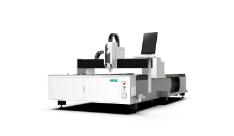
파이버 레이저 절단기는 현대 제조에 없어서는 안 될 필수 장비입니다. 특정 두께의 소재 절단 불량, 공기압 불균형, 광학 경로 정렬 불량 등의 문제는 생산성에 심각한 영향을 미칠 수 있습니다. 이러한 문제를 적시에 해결하는 것은 워크플로우 연속성을 유지하고 ROI를 극대화하는 데 매우 중요합니다.
본 가이드는 파이버 레이저 절단기의 일반적인 애프터마켓 문제인 절단 불량에 중점을 두고 있으며, 당사의 체계적인 솔루션은 기술자가 근본 원인을 효율적으로 파악할 수 있도록 지원합니다. 매개변수 조정, 노즐 최적화, 체계적인 하드웨어 점검을 통해 사용자는 최적의 성능을 복원하고 일관된 출력을 보장할 수 있습니다.
일정 기간 동안 특정 두께의 탄소강을 절단한 고객 피드백에 따르면, 파이버 레이저 절단기의 절단 효과가 좋지 않다는 의견이 있었습니다.
문제 원인 분석:
1. 고객과 확인하여 탄소강의 두께만 절단 불량인지, 아니면 모든 두께의 탄소강이 절단 불량인지 확인해야 합니다. 다른 두께의 두께만 문제가 있는 경우, 일반적으로 새로운 매개변수 디버깅이 필요합니다. 모든 두께의 절단 불량이 문제가 있는 경우, 추가 분석이 필요합니다.
2. 모든 두께의 절단 불량은 매개변수 원인에서 제외할 수 있으며, 기계 전체 수준에서 기본적인 조사를 실시해야 합니다. 예를 들어, 사용 및 사양이 정상적으로 작동하는지, 경보가 발생하는지, 기계적 충돌로 인한 기능 손상과 같은 특수 조건이 있는지 등을 확인해야 합니다.
3. 기본적인 점검이 완료된 경우, 가스 문제를 고려해야 합니다.
해결책:
1. 특정 두께의 절단 불량에 대해서만 매개변수를 변경하고, 적절한 노즐을 사용하고, 속도, 가스 종류, 공기압, 초점 값을 설정하여 최적의 절단 결과를 찾고 비용을 절감하세요!
2. 모든 두께가 제대로 절단되지 않은 경우, 고객에게 절단 공정의 변경 사항을 문의하여 핵심 정보를 확보하고 조사의 우선순위를 정해야 합니다. 그렇지 않으면 노즐 선택이 올바른지, BCS100 노즐 교정을 완료했는지, 광학 경로가 중앙에 있는지, 흰색 종이로 빨간색 표시등 상태를 확인하여 레이저 헤드 내부 렌즈가 깨끗한지 등 기본적인 사항만 확인할 수 있습니다.

3. 기본 프로젝트 점검의 모든 일상 작업을 완료했는데도 문제가 해결되지 않으면, 산소계의 파이버 레이저 절단기 출력 공기 압력이 0.8MPA이고 누출 현상 없이 안정적인지 확인해야 합니다. 분사 테스트를 통해 산소 비례 밸브 값이 분사 공기 압력 설정과 일치하는지 확인합니다. 불일치가 있는 경우 파이버 레이저 절단기 소프트웨어를 테스트하여 소프트웨어의 실제 전압 값과 일치하는 다른 공기 압력 설정을 확인한 다음, 소프트웨어를 통해 압력을 수정하거나 제조업체와 연락하여 비례 밸브의 기능을 제외해야 합니다. 문제가 해결되지 않으면 절단에 사용되는 산소의 순도가 99.95% 이상이어야 한다는 요구 사항에 따라 산소를 교체해야 합니다.